銑刀、鉆頭、絲攻、數控刀具、量具量規、磨具磨料、工裝夾具、沖針頂針、司筒、五金機械、機床附件、模具配件、五金工具、精…

普通會員

產品價格¥3.00元/支
產品品牌JEFF/大連遠東
最小起訂≥50 支
供貨總量1000 支
發貨期限自買家付款之日起 1 天內發貨
瀏覽次數111
更新日期2016-01-13 11:35
品牌: |
JEFF/大連遠東 |
所在地: |
廣東 東莞市 |
起訂: |
≥50 支 |
供貨總量: |
1000 支 |
有效期至: |
長期有效 |
材質: |
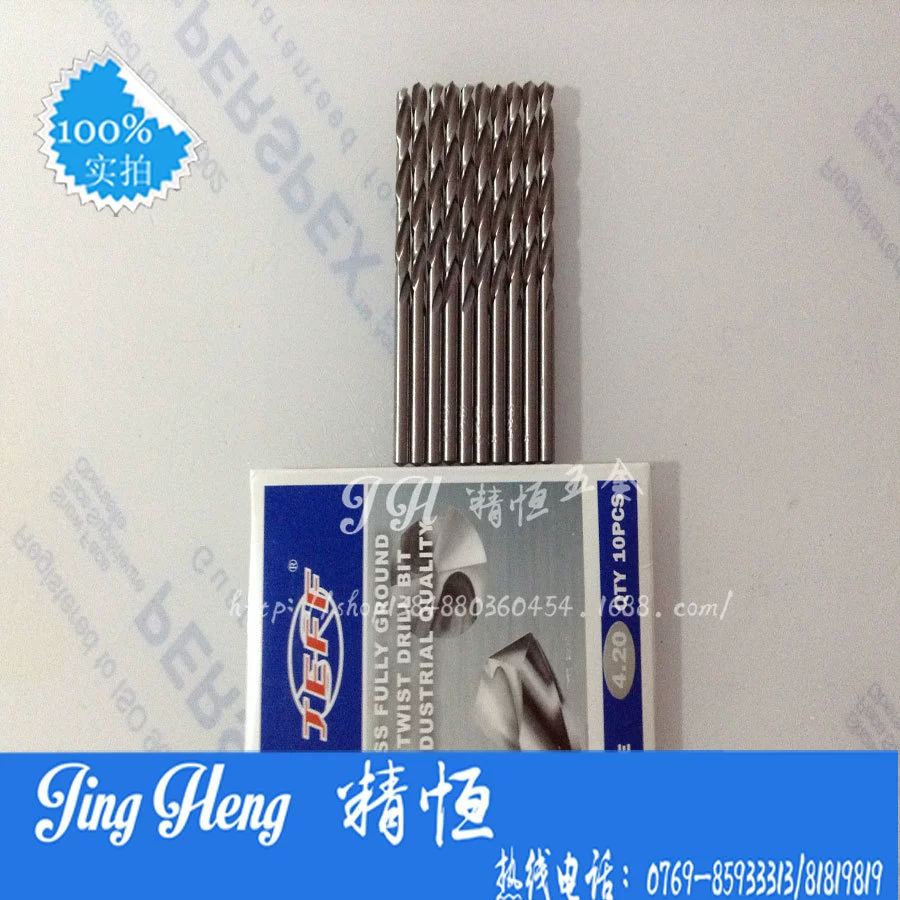
高速鋼 |
類型: |
直柄麻花鉆 |
規格: |
3-4 |
加工范圍:適用鐵材.鋼材.真對加工不銹鋼.模具鋼效果非常好。





本網頁所展示的有關【批發大連遠東鉆頭 JEFF全磨鉆頭 大遠涂層/鍍鈦鉆頭_鉆頭_東莞市沙田精恒五金配件行】的信息/圖片/參數等由商一網的會員【東莞市沙田精恒五金配件行】提供,由商一網會員【東莞市沙田精恒五金配件行】自行對信息/圖片/參數等的真實性、準確性和合法性負責,本平臺(本網站)僅提供展示服務,請謹慎交易,因交易而產生的法律關系及法律糾紛由您自行協商解決,本平臺(本網站)對此不承擔任何責任。您在本網頁可以瀏覽【批發大連遠東鉆頭 JEFF全磨鉆頭 大遠涂層/鍍鈦鉆頭_鉆頭_東莞市沙田精恒五金配件行】有關的信息/圖片/價格等及提供【批發大連遠東鉆頭 JEFF全磨鉆頭 大遠涂層/鍍鈦鉆頭_鉆頭_東莞市沙田精恒五金配件行】的商家公司簡介、聯系方式等信息。
在您的合法權益受到侵害時,歡迎您向郵箱發送郵件,或者進入《網站意見反饋》了解投訴處理流程,我們將竭誠為您服務,感謝您對商一網的關注與支持!
















